
- Thiết bị vật tư y tế
- Vật liệu trang trí nội thất cho các nhà hàng, ga tàu, bến xe,...
- Các vật liệu trong sản xuất, xây dựng công nghiệp
Có 3 phương pháp đánh bóng inox là:
- Đánh bóng hóa học
- Đánh bóng điện hóa
- Đánh bóng cơ học
1. Đánh bóng hóa học
Đối với đánh bóng hóa học, người ta sử dụng hóa chất chuyên dụng cho việc đánh bóng, đó là một hỗn hợp các hóa chất có tính tẩy rửa để làm sạch các vết ố, gỉ, xỉn màu kém sáng bóng trên bề mặt kim loại. Các sản phẩm đánh bóng hóa học rất được ưa chuộng hiện nay bởi vì chúng rất dễ sử dụng và mang lại hiệu quả cao. Tùy vào những đặc tính của các kim loại như nhôm, đồng, sắt, kẽm,...mà người ta đưa ra những công thức khác nhau. Một số sản phẩm đánh bóng hóa học có thể tham khảo như: ST-500, ST-502, ST-503,...
Phương pháp này có thể đánh bóng được những chi tiết nhỏ, và đi sâu vào những khe rãnh bé, thời gian đánh bóng khá nhanh. Tuy nhiên vẫn còn một số những hạn chế khó có thể kiểm soát được như lượng dung dịch sử dụng và môi trường làm việc bị ảnh hưởng.
Phương pháp này phù hợp cho sử dụng với những vật liệu bé và dùng tại nhà xưởng, cửa hàng,...
2. Đánh bóng điện hóa
Một phương pháp khác là phương pháp điện hóa inox hay còn gọi là đánh bóng anot hay đánh bóng điện phân. Nó là một quá trình điện hóa loại bỏ vật liệu khỏi phôi kim loại, làm giảm độ nhám bề mặt bằng cách cân bằng các điểm lồi và điểm lõm tạo thành bề mặt bằng phẳng và sáng bóng. Phương pháp này dùng để đánh bóng các bề mặt inox.
Đây là phương pháp cực kì hiệu hữu ích để đánh bóng và tẩy rửa đối với các bộ phận dễ vỡ và hình dạng phức tạp. Đánh bóng điện hóa có thể coi là quá trình “mạ điện ngược” thay vì thêm một lượng mỏng các ion kim loại mang điện tích dương, thì quá trình này sử dụng dòng điện để hòa tan một lớp mỏng các ion kim loại để tạo thành dung dịch điện phân.
Trong quá trình đánh bóng bằng điện, phần kim loại hoặc chi tiết gia công đóng vai trò là cực dương mang điện tích dương. Bộ phận làm việc được kết nối với cực dương của bộ chỉnh lưu nguồn DC. Cực âm tích điện âm, thường được làm bằng inox hoặc chì, được kết nối với cực âm của bộ chỉnh lưu nguồn DC. Cả cực dương và cực âm đều được ngâm trong bể dung dịch điện phân được kiểm soát nhiệt độ, thường là hỗn hợp của axit sunfuric và axit photphoric.
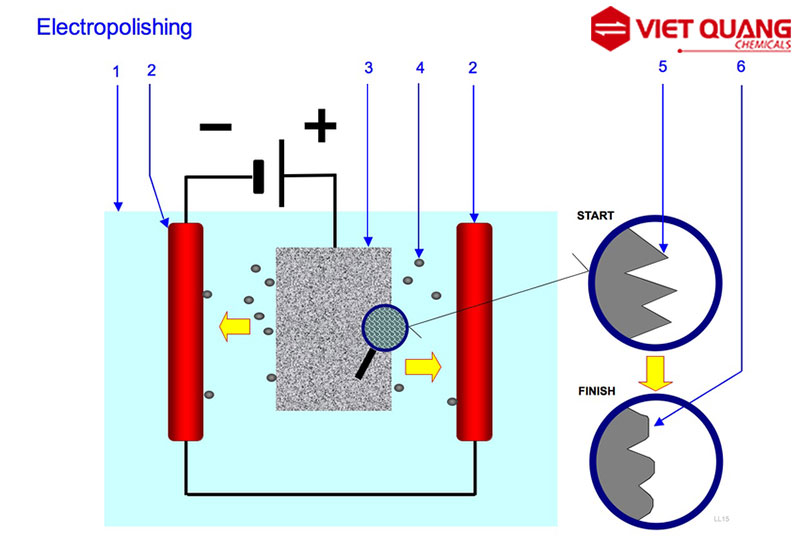
- Chất điện giải
- Cực âm
- Vật liệu để đánh bóng
- Các ion kim loại chuyển động về phía catot
- Bề mặt vật liệu được đánh bóng
- Bề mặt vật liệu sau đánh bóng
Quy trình đánh bóng điện hóa gồm các bước đầy đủ như sau:
Tẩy dầu (CS-608) - Rửa nước - Tẩy hóa (T-104) - Rửa nước - Điện hóa (T-105) - Rửa nước - Thuần hóa (T-101F)
3. Đánh bóng cơ học
| STT | Tên hạt mài | Thành phần chủ yếu | Độ cứng | Tính dẻo | Hình dạng kết cấu | Độ hạt | Bề ngoài | Công dụng |
| 1 | Corun nhân tạo | Al2O3 | 9 | Dẻo | Tròn | 0,75~0,05 | màu trắng hoặc tro | Mài bóng thép có cường độ cao có tính dẻo nhất đinh như thép tôi, thép đúc rèn |
| 2 | Cacborundum | Al2O3 và Fe2O3 | 7 - 8 | Dẻo | Trụ tròn | 0,75~0,065 | màu đỏ đen | Mài bóng kim loại |
| 3 | Cr2O3 | Dẻo | Tròn | màu xanh |
Hiện nay, Việt Quang đã cho ra mắt dòng sản phẩm kem đánh bóng inox ST-600 dạng paste giúp làm sáng bề mặt inox một cách dễ dàng. Sản phẩm phù hợp cho công nghiệp và cả gia đình, nhà hàng.
_thumb_150.jpg)

_thumb_150.jpg)

