Inox hay còn gọi là thép không gỉ có mặt khắp mọi nơi, không chỉ vì tính bền bỉ mà nó còn có bề mặt sáng bóng và mịn nhờ công nghệ đánh bóng điện hóa inox. Vậy đánh bóng inox là gì? Các loại hóa chất đánh bóng inox? Quy trình đánh bóng ra sao? Chất tẩy gỉ inox? Chúng ta sẽ tìm hiểu qua bài viết này.
Các phương pháp đánh bóng inox
Trong nền công nghiệp hiện tay, Inox là vật liệu rất phổ biến trong các ngành công nghiệp: oto, xe máy, xe đạp, xây dựng cho đến đồ gia dụng. Ưu điểm của loại vật liệu này là không gỉ, ít chịu tác động của môi trường, nguyên liệu rẻ, dễ biến hình vì vậy hiệu quả kinh tế cao. Tuy nhiên inox thô thường không được sáng bóng, đôi khi bị xỉn do tác động của môi trường, vì vậy người ta sinh ra quá trình Đánh bóng inox.
Các phương pháp đánh bóng bề mặt inox
- Đánh bóng cơ học
- Đánh bóng hóc học
Cách 1: Đánh bóng Inox cơ học

Quy trình đánh bóng Inox bằng phương pháp cơ học được chia thành ba giai đoạn: Phá thô (mài nhẵn), mài tầm trung (bóng trung) và đánh bóng tinh (sáng bóng).
Trong quá trình đánh bóng inox cơ học đòi hỏi sự kiên trì, không được bỏ công đoạn, và phải đúng từng công đoạn. Hơn nữa đánh bóng phụ bằng phương pháp này phụ thuộc rất nhiều vào kỹ năng đánh bóng của công nhân, tiêu chuẩn sản xuất, thông số máy đánh bóng và còn mất nhiều công sức.
Nhược điểm:
- Thời gian đánh bóng lâu
- Tốn thời gian và nhân công lao động
- Năng suất đánh bóng không cao.
- Chất lượng đánh bóng đôi khi không đồng đều vì phụ thuộc vào kinh nghiệm và kỹ thuật đánh bóng của công nhân.
- Không đánh bóng được các sản phẩm có chi tiết phức tạp, có góc khuất.
Cách 2: Đánh bóng inox bằng phương pháp hóa học
Đánh bóng inox bằng chất hóa học là việc thực hiện đưa sản phẩm vào trong dung dịch thích hợp, dùng phương pháp hoá học để đánh bóng bề mặt kim loại. Đánh bóng hóa học không cần sử dụng nguồn điện và giá treo.

Ưu điểm:
- Phương pháp này có thể đánh bóng những sản phẩm phức tạp, đạt được hiệu quả đánh bóng cao
- Thời gian đánh bóng nhanh, hiệu suất làm việc cao
Nhược điểm:
- Thời gian sử dụng ngắn (sau khi đánh bóng, bề mặt kim loại rất dễ bị ăn mòn và phai màu),.
- Khó điều chỉnh lượng dung dịch, có nhiều khí độc hại, khó khống chế chất lượng đánh bóng.
- Chỉ phù hợp với gia công những sản phẩm kim loại phục vụ mục đích trang trí.
Cách 3: Đánh bóng inox bằng phương pháp điện hóa inox - Hóa chất đánh bóng Inox
Đánh bóng điện hóa hay còn gọi là đánh bóng anốt hoặc đánh bóng điện phân. Nó là một quá trình điện hóa loại bỏ vật liệu khỏi phôi kim loại, làm giảm độ nhám bề mặt bằng cách cân bằng các điểm lồi và điểm lõm tạo thành bề mặt bằng phẳng và sáng bóng. Phương pháp này dùng để đánh bóng các bề mặt kim loại.
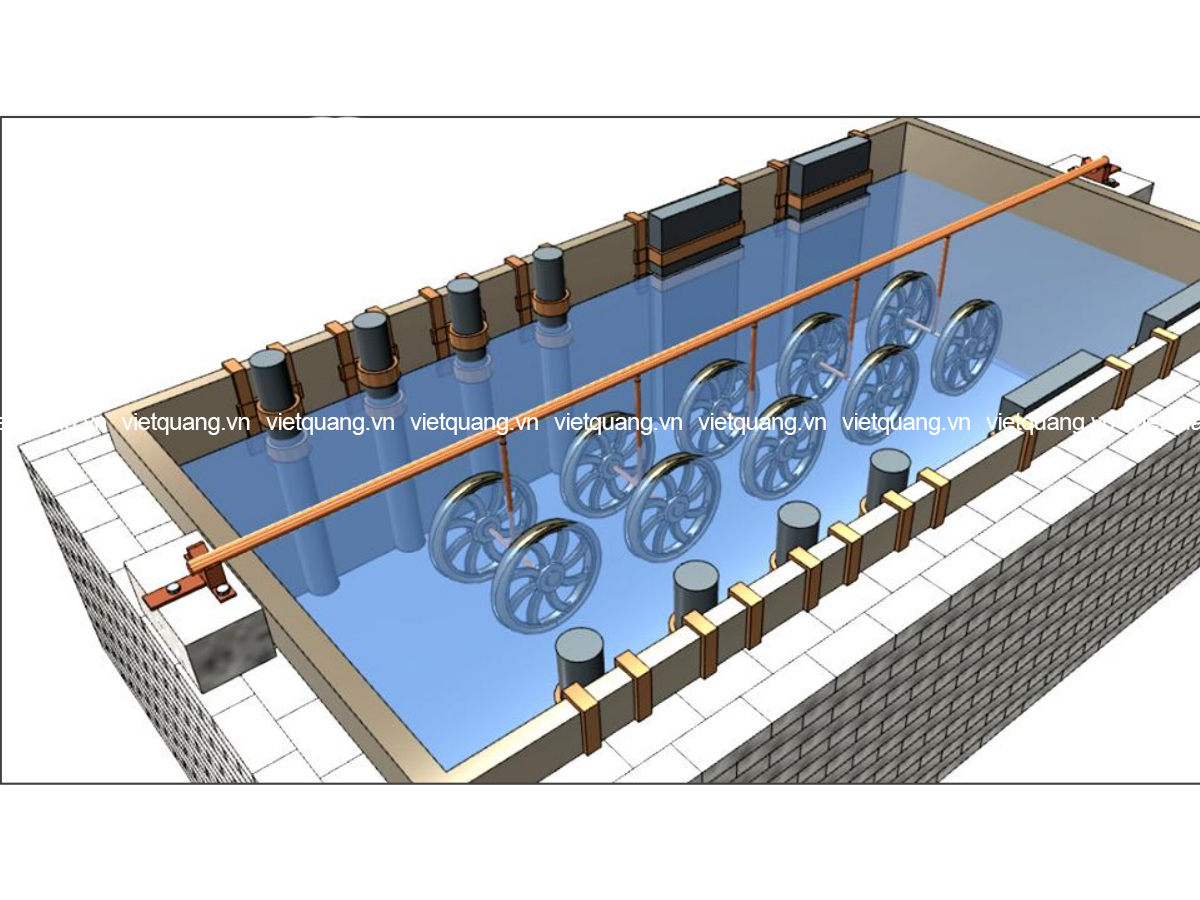
Thông thường, sản phẩm được ngâm trong một bể điện phân được kiểm soát nhiệt độ và được kết nối với cực dương của nguồn điện một chiều, cực âm được gắn vào catot. Dòng điện đi từ cực dương được gắn với kim loại, khi đó bề mặt kim loại sẽ bị oxy hóa và hòa tan trong chất điện phân, di chuyển đến cực âm. Tại catot, một phản ứng khử xảy ra và tạo ra Hydro. Các hóa chất được sử dụng để điện phân thường là các dung dịch axit đậm đặc, có độ nhớt cao, chẳng hạn như hỗn hợp axit sunfuric và axit photphoric. Các chất khác cũng có thể sử dụng nhưng có độ nguy hiểm khá cao như hỗn hợp axit perchloric với anhydrid acetic và dung dịch axit metanolic của metanolic.
Mô hình đánh bóng này rất dễ vận hành và tính hữu dụng của nó trong việc đánh bóng các vật thể có hình dạng bất thường. Do vậy nó đã trở thành một quy trình phổ biến nhất trong việc ứng dụng để đánh bóng kim loại.
Ngoài việc đánh bóng các sản phẩm kim loại thường dùng, phương pháp này còn được sử dụng trong quá trình đánh bóng các miếng kim loại lớn như lồng của máy giặt, thân tàu, máy bay và ô tô.
Bất kỳ loại kim loại nào ta cũng đều có thể dùng phương pháp đánh bóng điện hóa này. Tuy nhiên kim loại được đánh bóng phổ biến nhất là thép không gỉ , nhôm, đồng, titan, niken và hợp kim đồng.
Mô hình đánh bóng inox bằng phương pháp điện hóa có ưu điểm vượt trội hơn hẳn so với 2 phương pháp đánh bóng trên. Nó không chỉ làm giảm thời gian gia công,tiết kiệm nguồn nhân lực, mà độ bền sản phẩm cũng cao và sáng bóng hơn.

Quy trình đánh bóng inox đầy đủ bằng phương pháp điện hóa
Tẩy dầu - Nước (2 lần) - Tẩy Acid - Nước (2 lần) - Điện hóa - Nước (2 lần) - Thuần Hóa
(CS-608) (T-104) ( T-105) ( T-101F)
Các hóa chất đánh bóng Inox, điện hóa Inox được sử dụng
1. Tẩy dầu (CS-608) (++ Chất tẩy gỉ Inox)
Khi gia công inox, trên bề mặt inox sẽ còn các tạp chất và dầu nhờn bám bên ngoài, trước khi thực hiện đánh bóng bằng phương pháp điện hóa, ta cần loại bỏ các tạp chất và dầu nhơn này đi bằng dung dịch CS-608

- Tỷ lệ pha, (w/v)% : 1 ÷ 3
- Nhiệt độ, (độ C) : thường ÷ 45.
- Thời gian : 4 phút
Hóa chất tẩy dầu inox CS-608: Là chế phẩm tẩy dầu mang tính acid cao, dùng để tẩy sạch dầu mỡ trong quy trình điện hóa inox, giải quyết bụi bẩn, đám mây, hoặc vết hàn, tẩy gỉ nhẹ. Hoạt hóa bề mặt inox trước khi đánh bóng điện hóa inox.
Ứng dụng:
Dùng trước điện hóa inox, như một chất tẩy rửa, tẩy vết hàn, tẩy bụi bẩn, chất tẩy gỉ bám trên bề mặt inox, hoạt hóa quá trình điện hóa inox.
Dùng sau khi điện hóa inox, như một chất tẩy rửa, tẩy sạch dung dịch điện hóa bám trên bề mặt, hoạt hóa sáng hạn chế đám mây trên bề mặt, bảo vệ và thuần hóa bề mặt inox.
An toàn sử dụng: Hóa chất tẩy dầu CS-608 mang tính acid tính axit. Vì vậy gây ăn da tay, phản ứng mạnh với kiềm. Khi sử dụng phải tuân thủ nghiêm ngặt về an toàn lao động, vệ sinh môi trường cơ sở. Như găng tay cao su, kính, khẩu trang, ủng, quạt thông gió.
2. TẨY ACID T-104
Tỷ lệ pha, (w/v)% : 3 ÷ 5
Nhiệt độ, (0C) : thường.
Thời gian, (phút) : 3 ÷ 8
Hóa chất tẩy acid T-104: Là dung dịch mang tính acid cao có tác dụng:
- Làm sạch bề mặt chi tiết, thúc đẩy quá trình ăn mòn bề mặt.
- Làm sạch vết hàn cháy đen, sạch các vết trong khe.
- Sử dụng: dùng nguyên chất, hoặc pha loãng với nước, ngâm.
- Chống tái gỉ sét.
3. ĐIỆN HÓA (T-105)
- Hàm Lượng : 100
- d, (200C, g/ml) : 1.45 ÷ 1.65
- Nhiệt độ, (0C) : 45 ÷ 65
- Mật độ dòng, (A/dm2) : 5÷ 25
- Điện thế, (V) : 4 ÷ 24
- Thời gian, (phút) : 1.5 ÷ 20
- Tỷ lệ diện tích âm/dương cực ít nhất 2: 1
- Khuấy (1) Dương cực di động(2) Khuấy vừa vặn, tránh trường hợp cục bộ quá nóng
Hóa chất điện hóa inox T-105: Là chế phẩm dạng dung dịch dùng để đánh bóng điện hóa inox.Là một hỗn hợp acid, có độ điện ly cao, khả năng tẩy hóa bề mặt tốt, bóng sáng inox, dòng điện dùng thấp, thời gian ngắn, hiệu quả kinh tế cao, ít cặn bùn.
Ưu điểm:
- Tạo được bề mặt sáng bóng, đều, ổn định.
- Dung dịch ổn định, dễ quản lý.
- Thời gian điện hóa ngắn, dòng điện tiêu hao thấp
- Hiệu quả kinh tế cao, dễ sử dụng.
Những lưu ý khi sử dụng hóa chất điện hóa inox T-105:
Hóa chất điện hóa inox T-105 mang tính acid mạnh vì vậy phản ứng mạnh với kiềm và nước và gây ăn mòn kim loại màu. Trong quá trình sử dụng tuân thủ nghiêm ngặt về an toàn lao động, vệ sinh môi trường cơ sở: như găng tay cao su, kính, khẩu trang, ủng, quạt thông gió.
4. THUẦN HÓA INOX T-101F
- Tỷ lệ pha, (w/v)% : 1 ÷ 3
- Nhiệt độ, (0C) : thường
- Thời gian, (phút) : 3 ÷ 8
Hóa chất thuàn hóa inox hay chất thụ động hóa bề mặt inox là một chế phẩm, có tác dụng, hoạt hóa làm sáng, bóng, tẩy sạch các vết ố, đám mây bề mặt inox, hiệu quả hơn nếu được gia nhiệt, xử lý gỉ sét và ức chế quá trình gỉ sét bề mặt inox.
T-101F được dùng sau quá trình điện hóa để:
- Chất thuần hóa, hoạt hóa bề mặt inox
- Tẩy sạch vết sau điện hóa, làm sáng, tẩy sạch vết ố, đám mây trên bề mặt inox.
- Thụ động bề mặt, xử lý gỉ sét và ức chế quá trình gỉ sét bề mặt inox.
Những lưu ý khi sử dụng phụ gia bóng điện hóa inox T-101F:
Phụ gia bóng điện hóa inox T-101F mang tính acid cao vì vậy
_thumb_150.jpg)

_thumb_150.jpg)

